2025中國(武漢)廣告產業博覽會
2025 CHINA (WUHAN) ADVERTISING INDUSTRY EXPO
同期舉辦
第28屆中國(武漢)廣告技術與設備展覽會
第3屆武漢國際廣告節
距離開幕
2025年3月21-23日
武漢國際博覽中心
2025 CHINA (WUHAN) ADVERTISING INDUSTRY EXPO
2025年3月21-23日
武漢國際博覽中心
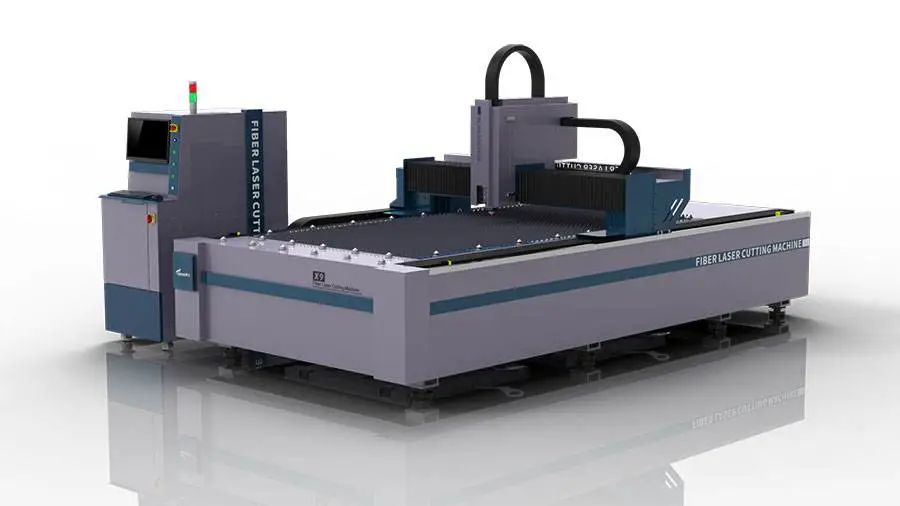
光纖激光切割機的優勢眾多,如切割精度高、切縫窄、切割面光滑、效率高等。同時,使用光纖激光切割機在安全環保方面更是有著顯著的優勢。在今后的發展趨勢中,光纖激光切割機將會占據主流設備的地位。
但是,你是否有疑問,為何切割效率依然不高?為何切割效果不好?為何成本居高不下?

切割速度快是激光切割的優勢之一,但切割速度并不是越快越好,在激光器功率一定的情況下,需要根據切割的板材選擇適當的切割速度,才能使切割面紋路美觀,獲得優質的切割工件,可通過以下方法來判斷切速是否合適,再對切割速度進行調整:
1、觀察切割火花
切割速度適當時,切割火花是由上往下較均勻地擴散;當切割速度過快時,切割火花會發生傾斜;當切割速度過慢時,切割火花聚集在一起,不擴散且少。
2、觀察切割板材
切割速度適當時,切面呈現較平穩的線條,且下半部無熔渣產生。切割速度過快時,可能無法切透,火花亂噴;有些區域能切透,有些區域無法切透;切割斷面呈斜紋路,下半部分產生熔渣。切割速度過慢時,造成過熔,切割斷面較粗糙,且切縫會變寬。
噴嘴作為光束和輔助氣體通道,噴嘴的形狀、孔徑及噴嘴高度均會影響切割的效果。
噴嘴主要是控制氣體擴散面積及大小,從而控制切割質量;防止熔渣等雜物往上反彈,穿過噴嘴,污染鏡片。一般來說,切割薄板時離焦量小選用小口徑的噴嘴;而切割厚板時所需的割縫大、光斑大,選用大口徑的噴嘴。
噴嘴分為單層與雙層,單層激光噴嘴用于熔化切割,即用氮氣做輔助氣體,切割不銹鋼和鋁板等;雙層激光噴嘴一般用于氧化切割,即使用氧氣作輔助氣體,用于切割碳鋼。
噴嘴高度即噴嘴出口與工件表面之間的距離。切割時,這一高度我們一般會設定在0.3mm-0.8mm,過低會導致噴嘴易碰撞到工件表面,過高會降低輔助氣體的濃度和壓力,造成切割質量下降。在進行穿孔時,為防止產生的熔渣反到鏡片上,可適當抬高噴嘴的高度。

通過上篇檢查到切割的實際零焦點后,在實際切割過程中,我們需要設置合適的焦點位置才能獲得切面效果更好的切割工件:
1、零焦距
焦點在工件的表面,適用于切割薄板材。
2、負焦距
焦點在工件表面下,一般在工件厚度的1/2-2/3處,因此平滑面的范圍較大,切縫會比零焦距更寬。
3、正焦距
焦點在工件上表面,一般適用于厚板碳鋼的切割(厚板需要較大的切縫,同時焦點為負會導致碳鋼過燒)。

輔助氣體壓力的大小對光纖激光切割機的切割效果也有影響,對氣壓進行調整,也能夠改善切割的效果:
1、氣壓不足
氣體壓力不足時無法清除切割產生的熔渣,不易穿透,導致切割面產生熔渣;切割速度也無法增快,影響切割的效率。一般情況下,高速切割薄板時需要較高的氣壓防止切縫背面附有熔渣;而當材料較厚或切割速度較慢時,氣壓可以適當地降低。
2、氣壓過高
增加氣體壓力在一定程度上能夠提高切割的速度,但過大的氣壓反而會使切割速度降低。是因為在高壓下,氣體流速過快會增強冷卻效應,甚至干擾光束能量的聚焦,導致切割質量與效率的下降。同時,氣壓過高時會導致切割面較粗且割縫較寬。
選擇了優秀的切割設備,做好了切割前的檢查。激光切割時的工藝參數,則必須在切割時根據實際情況去調整,在具體應用中需根據情況而選用最合適的切割參數。在生產中我們每一次對切割工藝的優化也是保持長期穩定與領先的重要手段。
(本文來源網絡,版權歸原作者所有,如侵權請聯系刪除)

 鄂公網安備 42010502001405號
技術支持 by ChuYueIT.
鄂公網安備 42010502001405號
技術支持 by ChuYueIT.